End User:
Symega Savoury Technology Ltd
Scope:
Design, supply, installation and commissioning of PLC – SCADA based control and automation system for culinary plant.
Background:
Symega Food Ingredients Limited is engaged in manufacturing and marketing natural colours, flavours and savoury located at Cochin, They manufacture food ingredients and blended seasonings for leading food processing industries globally. They are engaged in manufacturing and marketing natural colours, flavours and savoury blends to food and beverage industries worldwide.
They opened a new processing plant for sauces, ketchup and mayonnaise. There was a requirement from them for system integration with complete automation for their culinary plant in their new facility along with field instruments like level transmitter, control valves and temperature transmitters.
System Description:
CONSYST offered a simple, robust, technically adept and yet a cost effective solution for Symega. We provided a solution covering the design, supply, installation and commissioning of a PLC based control system with a SCADA, local HMI, Variable Frequency Drives and complete set of field instruments.
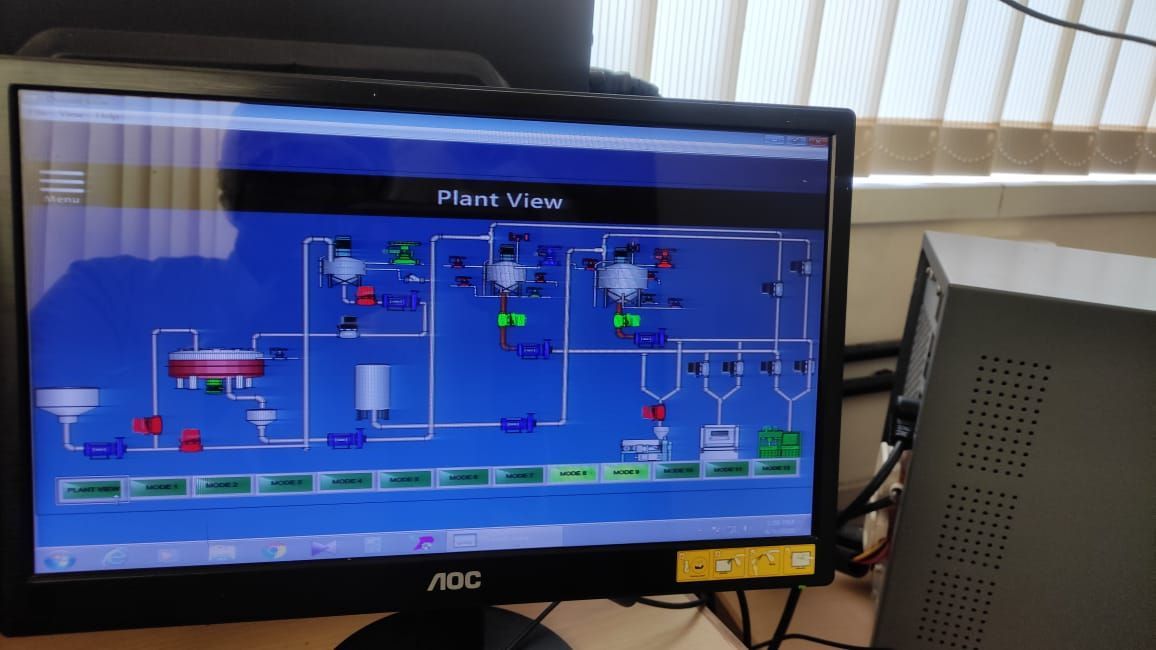
The wet plant automation in Symega is a complete automation solution for the entire plant with PLC based control system and a dedicated SCADA & HMI for operation and monitoring. The implementation of the solution was engineered to carry out with a rugged and versatile GE controller, “GE Fanuc Versa MAX PLC” as its core. We customized the system by programming and configuring PLC to cater the process requirement for different modes in the control philosophy provided by the customer. We installed a much convenient Human Machine Interface (HMI) in the control panel for technicians to control and monitor the system locally. In addition to the above, the control room of the plant was equipped with state-of-the-art GE Cimplicity SCADA for complete visualization and to optimize operator efficiency while reducing risk.

The system was designed in such a way to generate Visual Alarms and their visibility was prioritized according to the criticality. We provided Data Logging for designated inputs with a user selectable interval time to measure and record data effortlessly and quickly. Data Logging is featured with thirty days of store up time before automatic deletion of logged charts. Additionally, in order to prioritize resource requirement Trend Analysis option was included in the SCADA with a user changeable time interval of analysis charts according to the production time as well. Access privilege features were also incorporated with provision for each user to have specific access. According to the logged in user and his access rights, users can change various parameters like the set points. Access rights & privileges were also set in the system to manage alarms and control of the process.
The material transfer from one section to another section was designed and formulated in the PLC with a number of Process Operation Modes as described in the control philosophy with level-based control. The product temperature control scheme was also incorporated so as to maintain the temperature as per set value. The system was engineered to feature Automatic and Manual selection for Operation Modes with adequate safety interlocks. In Auto Mode, the required parameters were designed to control automatically according to the set values which were fed in the SCADA or HMI Setting Pages. Whereas in Manual Mode, the respective equipment was operated manually. The temperature control was done with Hot Mode and Cold Mode of operation. All the above modes were designed to be accessed and modified easily through SCADA and thereby contribute to improve the production, packing and the storage of respective products.
Results
Our customer now has a well-designed control system which is not only reliable and stable but there are possibilities of expansion and adaptation in the future.